
内容:PQF简介
要点:了解PQF的先进性
该套连轧机组为限动/半浮动芯棒连轧管机组,又称PQF(Premium Quality Finishing高效、优质、精轧管机组)机组。本机组为SMS-Meer公司INNSE设计制造。它是目前世界最先进的连轧管设备,有多处采用新工艺、新技术。三辊连轧厚壁无缝钢管孔型设计、独特的轧辊压下、平衡方式,先进的自动化控制管理系统等方面均在轧管领域最前沿。
从工艺角度讲,PQF与MPM比较具有以下优点:
1) 三辊孔型设计使孔型槽底与轧槽侧壁之间的圆周速度差异减小, 从而使金属变形也变得均匀, 轧管过程也更平滑、稳定, 芯棒在孔型中的稳定性也更高。
由于环孔型上各点金属流动速差减小, 故减小了槽底金属对侧壁金属的阻碍作用, 从而可以消除在侧壁的波纹之类的缺陷。而且这种均匀变形可以提高延伸, 增加轧制薄壁管和高钢级品种的轧制能力。这样就减少了机架数, 减轻了对轧制工具的磨损, 延长工具使用寿命。
2) 三辊孔型设计使凸缘区(厚壁无缝钢管既不与轧辊也不与芯棒接触的区域)更小, 约比二辊减少30%。这也使轧制工具磨损均匀, 减小材料损失。
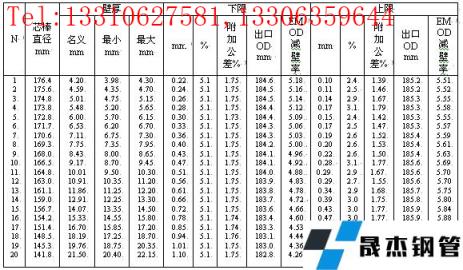
3) 三辊几何形可以在相同芯棒下有更大的调节范围, 且无大的公差影响。这样可以增大同规格芯棒的可轧壁厚范围, 大大减少了芯棒数量(减少50%), 减少了工具更换频率。表5-12即为外方提供的PQF 185孔型和MPM 185孔型规格比较。
表5-12 PQF 185孔型和MPM 185孔型芯棒规格比较
PQF—185孔型
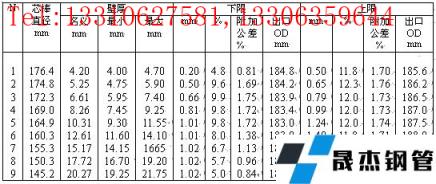
MPM---185孔型
4) 三辊的刚性轧辊设计, 减少了轧制时的轧辊弯矩, 也就使得可以轧制薄壁管和高钢级品种。
5) 均匀变形及合理的几何孔型设计, 使得可以每个轧辊一个液压缸控制压下量, 实现辊缝调整模型化。从而提高了壁厚精度, 减少荒管头尾与中部的壁厚差异。
总之,本套PQF 连轧机组是现代无缝厚壁无缝钢管生产先进技术的集中体现,它做到了无缝厚壁无缝钢管生产连续、高效,而且具有极高的机械化、自动化程度。它反映着我国厚壁无缝钢管生产的最新技术水平,同时也是世界厚壁无缝钢管生产的先进技术水平,为我公司早日成为世界石油套管生产基地奠定了坚实基础。
5.2.2 连轧工艺内容:PQF连轧的工艺目的、流程和工艺参数
要点:了解和掌握连轧工艺目的、流程,了解和熟悉连轧产品尺寸特性、设备能力、技术要求及连轧工艺数据
5.2.2.1 工艺目的连轧管工序是厚壁无缝钢管生产的重要工序,在热轧厚壁无缝钢管生产中,轧管工序的主要工艺目的在于:将穿孔工序移送来的毛管进行减径、延伸并相应减壁,同时改善荒管内、外表面光洁度,提高壁厚均匀度。
5.2.2.2 工艺流程除去内表面氧化物的毛管通过横移车放入轧线后,经润滑后的芯棒经另外一辆横移车也放至轧线,在预穿推杆推动下快速预穿入至设定位置,推杆夹持头打开,推杆返回。同时限动齿条夹持头锁紧芯棒。芯棒在限动齿条的推动下预插入轧机内,然后在PQF前夹送辊将毛管喂入轧机的同时高压水除鳞,此时齿条以与轧制规格匹配的限动速度(最大1.35m/s)前进,随着毛管的轧制,芯棒支撑机架依次打开,完成轧制过程。当荒管与芯棒脱开后通过脱管机后第一段辊道,停止于PQF前的齿条夹持头释放芯棒,脱管机打开,芯棒穿过脱管机后翻到冷却站。芯棒经过冷却站后,通过3个巷道再经润滑环喷涂石墨,以备下一支轧制。齿条释放芯棒后以最大5.5m/s高速返回。
此设计中,芯棒侧挂在齿条轧线侧。齿条返回零位后,夹持头锁紧芯棒尾柄,开始新的轧制周期。限动结束后夹持头打开。由于为侧挂式所以在齿条到零位之前预穿好的芯棒就可以在主轧线上等待下一支轧制,提高轧制节奏。工艺流程详见图5-19。
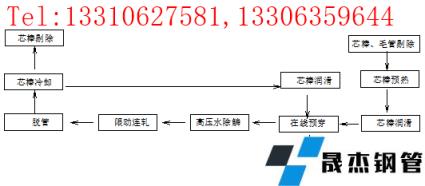
图5-19 连轧工艺流程图
5.2.2.3 工艺数据VRS前毛管规格 Φ210mm料坯 Φ150mm料坯
外径 222mm 172mm
壁厚(最小—最大) 13.0~30.0mm 10~30mm
毛管长度 4,400~9,500mm
PQF前毛管规格
外径 215mm 165mm
壁厚(最小—最大) 13.2~30.2mm 10.1~30.3mm
PQF出口荒管
外径 185mm 142mm
壁厚(最小—最大) 4.1~21.7mm 3.2~18.0mm
最大长度 26.8m 27m
总延伸量 3.67~1.60 3.64~1.73
入口速度(max)1.5m/s
出口速度(max)4.0m/s
轧制节奏(max)150pcs/h
脱管机
入口荒管直径 185mm 142mm
入口荒管壁厚(min~max) 4.5~21.7mm 3.2~18.2mm
出口直径 175mm 132mm
出口壁厚 4.2~22.1mm 3.3~18.2mm
5.2.3 PQF主机说明内容:PQF连轧机、芯棒支撑机架结构、工艺目的和工艺数据
要点:了解和掌握主机动作原理;
了解和熟悉主机工艺目的及产品特性、设备能力等工艺参数
5.2.3.1 机架形式连轧机组为1架VRS(Void Reduce Stand 空减机架)和5架PQF(Premium Quality Finishing)连续布置。各机架之间由钩子连接。牌坊为隧道式,如示意图所示。连同VRS,各机架均为三辊轧制,每个轧辊由一台电机单独驱动。三个轧辊互成120°,前后机架轧辊互成60°布置。
5.2.3.2 压下装置1 特点
在本套连轧机组中,压下装置采用独特设计。过去的轧机压下设计都是压下装置直接作用在轧辊的轴承座上,每个轧辊有两个压下丝杠或者液压缸,而这套压下装置采用液压伺服压下。液压缸头直接作用在“C”形臂上,每个轧辊只用一个压下头。这种伺服液压压下控制,变电气控制为液压、电气联合控制,可以实现辊缝调整模型化。这样提高了壁厚精度, 减少荒管头尾与中部的壁厚差异。
2 结构与原理
各液压缸与轧辊对应布置在牌坊上。压下装置如图5-20所示。
工作原理:需要调整辊缝时,若需要压辊缝,通过油口向缸体内加油增压,推动缸头下压。若需要抬辊缝,油口向外排油减压,在平衡力作用下轧辊抬起。液压缸头的最大行程为105mm。
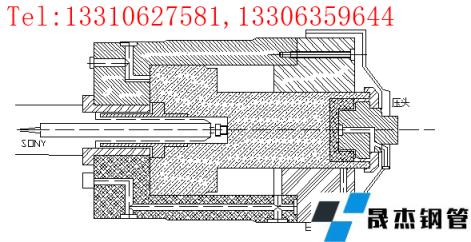
图5-20 液压缸示意图
之所以称伺服液压压下,是因为在缸体内装有位置传感器。由它随时检测缸头的位置,同时检测缸体内压力变化。通过它返回的信号值,系统进行轧制参数计算和校核。当检测到压力过载时,信号立即反馈给系统,油口排油减压,达到保护设备的作用。
5.2.3.3 平衡装置由于PQF三辊轧机轧辊的特殊装配方式,平衡装置也配套采用新型设计,其装置为液压缸带动一拨叉,拨叉压在“C”形臂的“肩”上,压下装置的力是向轧制中心线的力,平衡力是反力。由于PQF的布置方式,三个平衡叉中,上两个为单向拨叉,下面的一个为双向拨叉。它们的行程为:上两个:100mm;下拨叉:81mm。平衡叉结构见图5-22。
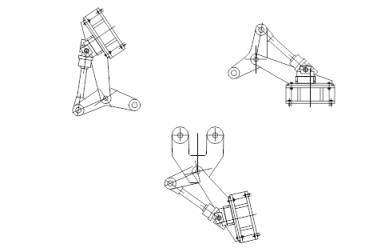
图5-22 平衡叉结构图
图5-23 锁紧装置示意图
1 横向锁紧
当支撑缸将机架升起后,机架一侧的底座上有“^”形突起,它可以嵌入牌坊上的另一个“^”形槽,以此实现横向锁紧。
2 轴向锁紧
当1VRS+5PQF机架及芯棒支撑机架推入牌坊之后,沿轧制线轴向上须锁紧。在入口侧,由第一架芯棒支撑架固定,出口侧装有三个斜楔。当机架到位后,斜楔扣住。扣板上侧为斜楔形,牌坊头装有液压缸推动的另一半斜楔,它向下压下以锁紧机架,使各机架紧紧挤在一起。
5.2.3.5 芯棒支撑架在连轧机架之间有4个三辊式芯棒自对中装置,这些机架都带有依芯棒规格进行调整的装置。芯棒支撑辊由液压缸控制,在没有毛管通过时抱住芯棒,使芯棒处在轧制中心线上。当毛管逐架轧到之前,支撑辊打开使毛管处于轧辊轧制下,芯棒位置由轧制孔型确定在轧制线上。从结构上保证芯棒处于轧制中心线,使轧出的管子减少壁厚不均等缺陷。这四架三辊支撑架分别位于VRS前、1~2之间、3~4之间和第5架之后。芯棒支撑架结构如下图。
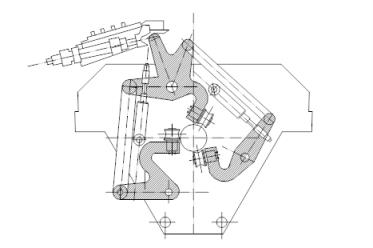
图5-24 芯棒支撑架结构图
5.2.4 脱管机说明内容:脱管机工艺目的和工艺数据
要点:了解和掌握脱管机动作原理;
了解和熟悉脱管机工艺目的及产品特性、设备能力等工艺参数
5.2.4.1 脱管工艺目的及特点1 工艺目的
脱管机设置主要有两个目的:
1) 将荒管从芯棒上脱出,完成脱管。在线脱管,缩短了工艺流程,提高终轧温度。
2) 起校正(定径)作用,即在厚壁无缝钢管生产中,脱管机轧制也有延伸和定径作用。
2 工艺特点
在本套机组中,根据工艺要求,芯棒须穿过脱管机。因此,脱管机设计有打开装置。当荒管通过脱管机后第一段辊道,脱管机轧辊打开(最大打开度10mm)。而且脱管机设计中采用了单辊单电机驱动。本套机组的另外的优点为轧辊设有平衡(打开—弹簧)装置和压下(液压)装置, 这样通过压下装置可以取代原垫片调整方式。
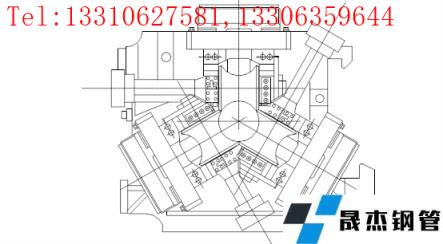
图5-25 脱管机示意图
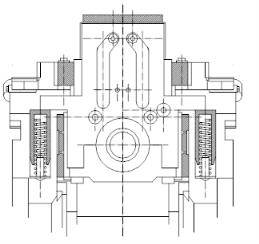
图5-26 平衡装置(打开装置)
5.2.4.2 工艺数据入口荒管直径 185mm 142mm
入口荒管壁厚(最小~最大) 4.5~21.7mm3.2~18.2mm
最大入口长度27m
出口直径 175mm132mm
出口壁厚 4.2~22.1mm 3.3~18.2mm
最大入口速度4 m/s
表5-13 各机架减径率表
0 | 185 | 142 | 185 | 142 |
1 | 180.52 | 137.72 | 2.42 | 3.01 |
2 | 175.52 | 132.66 | 2.77 | 3.67 |
3 | 175.00 | 132.00 | 0.3 | 0.5 |
内容:芯棒循环过程、芯棒预热、芯棒润滑及芯棒循环系统参数
要点:了解和掌握芯棒循环过程,熟悉系统参数;了解和掌握芯棒预热、润滑工艺目的
芯棒循环系统是连轧管机组的一个重要组成部分,其工艺目的是延长芯棒的使用寿命,从而确保连轧后的厚壁无缝钢管有一个良好的内表面质量,同时通过芯棒润滑保证轧制过程稳定。
芯棒循环系统工艺流程如下图所示:

图5-27 芯棒循环系统工艺流程图
5.2.5.1 芯棒循环工艺过程描述芯棒在预热炉预热后上线使用,芯棒从预热炉出炉后,上链式移送机经润滑站(出炉侧)润滑后于横移小车东侧挡板前定位,经推料机构及缓冲接料机构动作,经推料机构推动及拨叉拨动至芯棒传送位,横移小车接料钩升起,将芯棒送至芯棒予穿线前,经拨叉翻至主轧线。
芯棒予穿在主轧线上完成,芯棒由予穿齿条锁紧及推动定位,芯棒头部予穿至第二机架入口处定位,予穿齿条解锁返回,同时限动齿条锁紧开始预插入及轧制。
轧制过程结束后,芯棒解锁,通过连轧机、脱管机,经脱管后第一段辊道减速,于芯棒冷却站前挡板定位。芯棒由冷却站拨料钩翻至一号冷却站冷却,由回转臂将芯棒从一号站翻至二号冷却站冷却。芯棒冷却结束后,由回转臂翻至回转运输链并拨至芯棒返回辊道,在此位置有一个芯棒剔除台架,可以将芯棒在此剔除。
芯棒经返回辊道返回,途中经过三个冷却巷道进一步冷却,并经润滑站(芯棒横移小车前)润滑,芯棒返回至芯棒预热炉出口前挡板定位。完成芯棒循环全过程。
5.2.5.2 芯棒预热新的芯棒投入循环使用之前,必须在芯棒预热炉内预热,其目的是为了在下一道工序芯棒润滑时,使润滑剂牢固的粘附在芯棒表面上。
芯棒预热炉的技术参数:详见工艺说明工业炉部分。
芯棒的出炉温度为100±20℃,在这个温度范围内,才能在下道芯棒润滑工序中,使润滑剂黏附在芯棒表面,并干燥形成一层坚固的膜。芯棒温度超过设定温度范围,将影响形成润滑剂层的干燥、致密程度。
5.2.5.3 芯棒润滑石墨润滑站主要设备简述:
◆石墨润滑剂存储罐
◆加压泵
◆润滑箱
◆润滑环
石墨润滑站在5米平台上设置了两个润滑箱(内置润滑环),分别位于芯棒预热炉出口及芯棒返回线上。两个润滑箱单独使用,一个用于从预热炉出来的新上线芯棒的润滑,一个用于在线使用芯棒的润滑。当一个润滑箱使用时,另一个润滑箱处于准备状态,润滑剂由同一组压力泵传送至润滑箱。用于新芯棒上线润滑的润滑箱除上线润滑时使用外,不参与轧制润滑,在使用完毕后应用水及时冲洗内外管路及润滑环,以防止润滑环堵塞。
芯棒润滑的目的在于提高芯棒的使用寿命,同时在轧制过程中降低管子内表面与芯棒表面的摩擦系数,从而降低轧制力及限动力,减轻轧制过程的震动。
在连轧机轧制过程中,金属在轧辊和芯棒间进行延伸变形,芯棒速度是恒定的,由于轧件延伸变形使得芯棒和金属之间产生滑动。芯棒润滑,就是使芯棒和金属之间有一层润滑膜,从而降低芯棒与轧件间的摩擦系数。从而降低轧制压力及限动力,同时延长芯棒的使用寿命。
为实现上述工艺目的,则必须使润滑剂均匀致密地喷涂在芯棒表面。润滑剂是一种水基悬浮液,芯棒经预热或经冷却后温度控制在100±20℃,是为确保润滑剂中的水分蒸发,从而保证润滑剂层的坚固、致密,更好地发挥润滑的效果。同时,对芯棒润滑层的厚度也有一定的要求。润滑膜过厚,其附着力会降低,容易造成润滑膜的脱落。润滑膜过薄,则润滑的效果不好。控制润滑膜的厚薄的方法如下:
1 控制芯棒表面温度
芯棒过热时,润滑剂中水分沸腾蒸发形成大量气泡,影响润滑层的形成,使润滑剂无法良好附着。芯棒过冷时,润滑剂无法干燥,从芯棒表面流失,影响润滑膜的形成。
2 控制润滑剂浓度
润滑剂过稀,润滑时附着力差,芯棒表层单位面积石墨重量少,影响润滑层厚度。润滑剂过浓,润滑时芯棒表面润滑层喷涂不均匀,而且润滑涂层容易成片脱落。
3 单位面积石墨润滑剂用量为98g/m2。
热芯棒经辊道送至链式运输机,经链式运输机通过润滑站润滑。链式运输机可保证润滑速度的稳定,同时保证润滑层不被磨掉。
5.2.5.4 芯棒循环区主要设备及参数链式运输机长度:16米
润滑站:一套润滑系统,两个润滑箱。
冷却巷道:3组。
横移小车:1组。
予插入齿条:1组。
芯棒冷却站:两个冷却工位。
5.2.6 工具准备与更换内容:PQF连轧区域主要轧制工具技术参数及更换方式;PQF连轧孔型设计及参数
要点:了解和掌握轧制工具技术性能和更换方式;
了解PQF孔型设计过程及参数意义
5.2.6.1 概述轧制工具是指那些与轧件直接接触的、或者使轧件在高温下产生塑性变形的、具有一定几何形状的工具。
在连轧区涉及的轧制工具有:
主机区工具:轧辊、芯棒、对齐叉、限动齿条衬瓦、预穿推杆衬瓦;
脱管机工具:轧辊、入口导嘴、出口导嘴。
下面进行逐项介绍。
5.2.6.2 轧辊1 技术条件
连轧机轧辊材质:球墨铸铁
表面硬度:400~440HB
屈服强度: UTS>60KG/MM2
成分:C: 3.20~3.60
Si: 1.30~1.80
Mn: 0.40~0.80
Cr: 0.20~0.50
Ni: 2.50~3.50
Mo: 0.70~1.00
脱管机轧辊材质:GHG-CrNiMo 480
表面经热处理后要求有硬度为460~530HV,厚度 R63.5~R85。
2 轧辊性能
1#~3#机架
名义直径(mm) 760~700
辊环直径(mm) 650~590
辊环宽度(mm) 220
4#~5#机架
名义直径(mm) 640~580
辊环直径(mm) 550~490
辊环宽度(mm) 200
功率
VRS主传动
功率 3×160kw
转速 300/600—1000rpm
PQF主传动
1--4--5功率 3×400kw
转速 300/600—1000rpm
2--3功率 3×600kw
转速 300/600—1000rpm
脱管机 3×160kw
轧制力
VRS
负载最大力:(t) 26
过载最大力:(t) 31
1#~3#机
负载最大力:(t) 250
过载最大力:(t) 285
4#~5#机架
负载最大力:(t) 110
过载最大力:(t) 130
3 轧辊孔型设计
将钢锭或钢坯在轧辊孔型中经过若干次的轧制变形,以获得所需要的断面形状、尺寸和性能的产品,为此而进行的设计和计算工作称之为孔型设计。
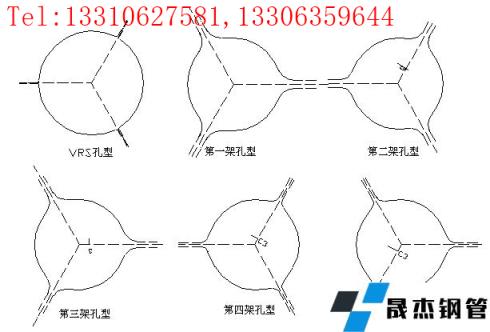
当某机组孔型数据确定后,整个厂家的可轧产品规格范围就确定了,要扩充产品范围,就必须进行孔型设计。因此有必要了解孔型结构。此套机组的孔型结构如图5-28。
此孔型设计中,属于首次在连轧厚壁无缝钢管孔型中使用三辊孔型设计。由于穿孔后毛管壁厚较小,所以在PQF中相对变形量较小,相应宽展量也小,故此套孔型与二辊MPM孔型相比,辊缝值小,而且孔型圆弧为3段,而MPM孔型圆弧为4段。所以其产品附加公差小,轧制精度高。具体孔型数据如表5-14,5-15。
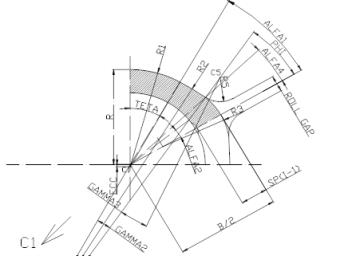
图5-28 孔型参数图
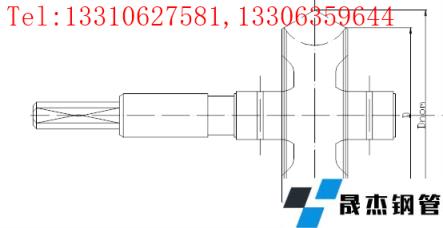
图5-29 轧辊图
表5-14 PQF孔型参数表
因西 | O.D.(mm) 壁厚(mm) 延伸率 毛管 215.00 13.20 荒管 185.00 4.20 3.491 | 孔型:185 | |||||
机架号 | 1 | 2 | 3 | 4 | 5 | ||
平均延伸系数 | 1.548 | 1.485 | 1.314 | 1.138 | 1.015 | ||
芯棒直径 | 176.6 | 176.6 | 176.6 | 176.6 | 176.6 | ||
孔型直径2R | 191.30 | 187.60 | 185.30 | 185.00 | 185.00 | ||
槽底半径R1 | 98.65 | 95.80 | 92.65 | 92.50 | 92.50 | ||
偏心(R1-R) | 3.00 | 2.00 | 0.00 | 0.00 | 0.00 | ||
脱离角(ALFA1) 度 | 30.00 | 30.00 | 32.00 | 30.00 | 30.00 | ||
脱离半径R2 | 295.95 | 287.40 | 324.30 | 231.25 | 231.25 | ||
连接角(ALFA4) 度 | 16.00 | 13.00 | 13.00 | 8.00 | 8.00 | ||
连接半径R5 | 34.30 | 24.00 | 28.30 | 14.00 | 14.00 | ||
孔型宽度B/2 | 108.0 | 98.3 | 95.2 | 93.8 | 93.9 | ||
宽展系数 | 1.005 | 1.028 | 1.015 | 1.012 | 1.015 | ||
辊缝半径R3 | 107.50 | 63.04 | 77.16 | 83.70 | 82.75 | ||
轧辊脱离角(ALFA3) 度 | 7.22 | 16.89 | 24.27 | 25.12 | 24.64 | ||
芯棒脱离角(ALFA2) 度 | 11.50 | 17.27 | 19.71 | 25.88 | 30.00 | ||
THETA 度 | 29.129 | 29.402 | 28.000 | 30.000 | 30.000 | ||
GAMMA2 度 | 4.610 | 5.672 | 5.552 | 9.011 | 9.011 | ||
PHI 度 | 26.261 | 24.926 | 26.448 | 20.989 | 20.989 | ||
GAMMA3 度 | 30.763 | ||||||
表5-15 脱管机孔型数据表
孔型 | H1+H2 mm | H1 mm | H2 mm | D mm | E mm | 2H1 mm | Df mm |
EA01 | 180.52 | 88.12 | 92.40 | 189.64 | 36.33 | 176.24 | 203.76 |
EA02 | 175.52 | 87.50 | 88.02 | 176.61 | 12.80 | 175.00 | 205.00 |
EA03 | 175.00 | 87.50 | 87.50 | 175.00 | 0.00 | 175.00 | 205.00 |
1 芯棒技术条件
本套机组采用两段式芯棒,即芯棒由工作段和延长杆构成。锥形芯棒也是一大特点。表4-3中列出的前3种为锥形芯棒。锥形芯棒不仅利于预穿对正,而且利于脱棒。以下为芯棒技术条件。
材质: X35CrMoV05KU-UNI2955
淬火、回火硬度: HB315/360
伸长率: 8%min
断面收缩率: 25%min
冲击韧性: 15Jmin.KV
成分: C: 3.20~3.60
Si: 0.70~1.20
Mn: 最大0.60
Cr: 4.50~5.50
V : 0.80~1.20
Mo: 1.00~1.50
S : 最大0.008
S+P: 最大0.020
2 芯棒规格
如前所述,该机组的芯棒规格比较少,对185孔型只有9种规格,对142孔型有10种规格,具体如下表。
表5-16 185孔型芯棒规格表
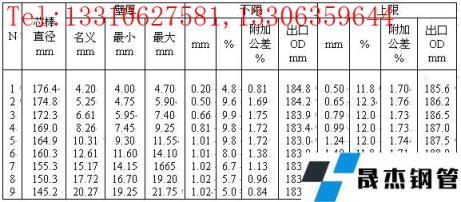
142孔型的芯棒规格为:Φ135.3、Φ133.7、Φ131.6、Φ129.0、Φ125.9、
Φ122.4、Φ118.9、Φ115.4、Φ111.9、Φ108.4。(mm)
3 芯棒润滑
本套芯棒循环系统中具有两个芯棒润滑箱。一个位于预热炉出口处,另外一个位于芯棒冷却返回辊道。两个润滑箱不同时工作。预热炉出口润滑箱润滑新上线芯棒,返回辊道润滑箱润滑循环中的芯棒。
润滑箱高度可调,以对正芯棒中心线,保证芯棒的良好润滑。
本套芯棒润滑特点:
一套润滑系统为两个润滑箱工作,切换简单。
对备用喷射环离线水清洗;对预热炉前喷射环进行水清洗,保证间断4小时后仍正常工作。
轧机停机1~4小时时,可让润滑系统处于工作状态,在线喷射环每隔10~60分钟喷射一次,每次喷5~15秒钟,避免堵塞,便于观察。
滑阀动作迅速,接到信号后1秒钟内开/关,保证润滑长度准确(±200 mm)。
润滑剂成分为30%干粉末和70%水配置成悬浮液,其中干粉末中含:石墨约3/4,添加剂约1/4,水份最大1%。
5.2.6.4 PQF机架更换本套PQF机组,由于机架及其牌坊的特殊设计,机架置于隧道式牌坊中,因此相应配有一套机架更换系统。该系统多数为液压缸动作。该系统为位于PQF和脱管机之间的一组横移换辊小车,它具有三个位置:
位置1:正对PQF出口和脱管机之间的辊道。
位置2:PQF出口一侧平台,安放换下来的机架。
位置3:PQF出口另一侧平台,安放新备轧辊。
机架更换时,当PQF主机停机、冷却水关闭后,条件具备后做如下操作:
1、小车解锁;
2、小车到更换位对中;
3、小车锁紧;
4、机架到更换位,即将机架由轧钢位降到滑轨上;
5、芯轴支撑缸打到更换位;
6、芯轴与轧辊脱开;
7、机架侧锁紧缸打开;
8、机架平衡缸打开;
9、小车锁紧台打开(位于PQF出口侧);
10、机架下锁紧缸打开;
11、抽出缸到位;
12、抽出机架;
13、小车解锁;
14、新机架推上中间小车;
15、小车锁紧;
16、机架推入;
17、机架侧锁紧缸锁紧;
18、机架下锁紧缸锁紧;
19、小车锁紧台锁紧(位于PQF出口侧);
20、平衡缸锁紧;
21、芯轴啮合;
22、芯轴支撑让开干扰位;
23、推入缸打开并返回;
24、小车解锁;
25、辊道返回轧钢位;
26、小车锁紧;
27、芯棒支撑到位;
28、机架升起到轧钢位。
操作结束。
5.2.6.5 脱管机更换该部分外方资料比较少,现仅作简要说明.
该套脱管机更换方式与现有MPM机组(一套)定径更换方式相同.概述如下:
脱管机主机停机,冷却水关闭后,机架与“C”形架脱开后,将载有新备机架的换辊车推到机架前,抽出旧机架,横移换辊车,推入新机架,实现快速换辊。
5.2.7 常见质量缺陷内容:连轧荒管常见质量缺陷
要点:了解和掌握质量缺陷产生原因及其预防措施
1 内棱厚壁无缝钢管内表面存在棱状突起,或存在线状、槽状划伤,称为内棱。
产生原因:主要由于芯棒表面存在缺损、热环效应、粘钢等缺陷,轧制时造成厚壁无缝钢管内表面缺陷。
预防措施:1.加强芯棒日常维护,加强巡视;
2.提高芯棒润滑质量;
3.工艺参数设定,减小芯棒磨损。
2 轧折、折迭厚壁无缝钢管外表面存在纵向的带状凹陷和折迭称为轧折和折迭。
产生原因:主要是由于孔型过充满时,金属在辊缝处挤出,在进入下道轧制时,金属不能压合,从而出现轧折缺陷。它们表现为轧折或折迭形式,折迭多在头尾出现,严重时通体出现。另外,轧辊孔型侧壁粘钢或者辊沿倒角磨损也会导致轧件产生条状折迭。还有一种折迭是因轧辊过热,在轧辊表面产生龟裂,轧制时造成轧件表面产生折迭。
预防措施:1.注意控制毛管尺寸,防止产生过充满;
2.注意调整工艺参数,防止过充满;
3.注意轧辊使用寿命,防止过度磨损。
4.注意冷却水喷淋角度、给水量及冷却时间。
3 外结疤产生原因:轧辊出现碰伤或其它缺陷,导致在管体外表面出现规律性结疤。
预防措施:通过调整好连轧机前台高度和芯棒支撑机架的同心度防止芯棒对轧辊的碰撞,并加强对轧件外表面质量的巡视。
4 拉凹产生原因:由于孔型欠充满,使得管子内表面产生平滑椭圆形凹坑,严重时造成产品壁厚超差。如果是管坯温度不均,往往为局部的单个凹坑;若为工艺调整不好,压下量或者速度不匹配则会在轧件纵向上断续出现。
预防措施:1) 提高加热质量,保证管坯温度均匀;
2) 进行合理的工艺参数调整。防止轧制时机架间金属流量不平衡。
5.2.8 连轧基本理论内容:连轧金属变形机理以及基本方程;连轧轧制速度计算以及芯棒速度制度
要点:了解变形机理并掌握简单方程;了解连轧轧制速度计算方法;了解芯棒速度对轧制的影响
5.2.8.1 基本方程连轧管时,管子内表面在孔型顶部处与芯棒接触,而在侧壁处则不与芯棒接触。孔型顶部的金属,由于受轧辊的外压力和芯棒的压力作用而延伸,并在轴向延伸的同时产生圆周方向的宽展,而孔型侧壁的金属在孔型顶部金属延伸时也被拉伸,并相应在纵向产生拉缩。此时,如若孔型顶部金属的宽展和孔型侧壁金属拉缩数量比例不当,则导致过充满或欠充满。
孔型过充满时,辊缝及孔型开口处则会出现凸起,如过充满特别显著时,造成轧制缺陷,并且某一机架出现严重凸起后将使随后机架的压下量过大。在产生过充满或折叠,这种恶性循环一直延续到成品机架,造成产品缺陷。
孔型欠充满时,会使随后机架,及直到成品机架孔型欠充满,使成品管圆度和尺寸精度达不到要求或产生产品缺陷。
为了使孔型顶部金属宽展与侧壁金属拉缩较为协调,使孔型正常充满,从金属塑性变形角度,建立连轧管金属流动方程。
按照塑性理论分析变形区分为孔型顶部区和侧壁开口区。
孔型顶部区:受径向内、外压应力,切向压力,轴向压力,为三向压应力状态,金属减壁延伸,并向侧壁开口方向宽展。
侧壁开口区:受径向外压应力,切向压力,轴向(附加)拉力,为两压一拉的异名应力状态,金属受孔型顶部区牵拉而延伸,切向被拉缩。
要使孔型正常充满应满足:
∑Pl=σlА+σl′А′=0
式中:σl---槽底轴向压应力
A---槽底金属截面积
σl′---侧壁轴向拉应力
A′---侧壁金属截面积
5.2.8.2 秒流量相等金属在轧制过程中,厚壁无缝钢管在各机架间应遵循金属秒流量相等的连轧基本方程――流量方程:
Δ1=Δ2=···Δ I=···Δn=C即
F1V1= F2V2=··· FiVi= ···FnVn=C
式中:Δi――各机架秒流量体积;
Fi――各机架的厚壁无缝钢管横截面积;
Vi――各机架的厚壁无缝钢管出口速度。
以上为自然连轧时的方程,实际轧制时应该考虑张力系数Ci:
1~2 C=1.01
3~4 C=1.005~1.008
5 C=1.0
FnVn=Fn-1Vn-1Cn =Fn-2Vn-2CnCn-1=···· =F1V1CnCn-1···Ci···C1
5.2.8.3 变形分析1 变形过程
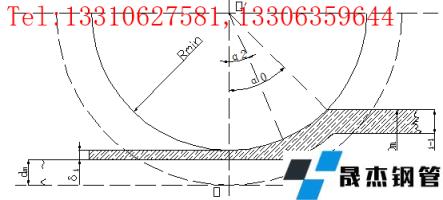
图5-30 带芯棒连轧管变形区示意图
圆孔型带芯棒轧管时,变形区分为减径区和减壁区两个部分,整个变形过程分三个阶段:压扁变形阶段、减径变形阶段和减壁变形阶段。如图5-30所示。
在减径区中,由于毛管是空心体,开始时仅六点接触轧辊孔型或接触面很小,故管子首先发生压扁变形,即管壁产生塑性弯曲变形。此时管子周长或横断面积不变,只是被轧辊孔型压缩处高度减小,而不与孔型接触处径向尺寸加大。随着管子逐渐进入变形区,压扁程度加大,同时管子与孔型的接触面积增加,待接触面增至一定程度后,孔型侧壁对管壁的支撑作用加大,管子除继续发生压扁变形外,将同时发生减径变形。至毛管整个外周完全与孔型槽壁接触时,压扁变形阶段结束,变形全部转入第二阶段----减径变形阶段。管子平均直径和平均周长减小,金属轴向延伸,管壁有所增厚。管壁增厚相当于宽展变形。由于变形区中管子横断面上各处金属的应力状态不同,因而增厚变形也不同。减径变形的同时,由于芯棒轧辊的共同作用,管子发生减壁变形,金属轴向延伸。
2 变形参数
圆孔型带芯棒轧管的主要变形参数有:咬入角、高向压下量、槽底减壁量、延伸系数、减壁系数等。
1) 咬入角
cos =1-ΔD/Rmin
=1-ΔD/Rmin
式中: =arccos(1-ΔD/Rmin)
=arccos(1-ΔD/Rmin)
ΔD---高向压下量;
Rmin---孔型槽底半径;
2) 高向压下量

式中:bi-1---i机架轧前管子高度
ai--- i机架孔型高度
3) 孔型顶部减壁量
Δδ=δi-1-δi
式中:δi-1---i机架孔型顶部管子轧前壁厚
δi---i机架孔型顶部管子轧后壁厚
4) 延伸系数
μi=li/li-1μi=Ai-1/Ai
式中:li---i机架轧后长度 Ai—i机架轧后截面积
li-1---i机架轧前长度 Ai-1—i机架轧前截面积
5) 减壁系数
ηi=δi-1/δi
5.2.8.4 脱管机变形脱管机作用在于将荒管与芯棒脱开,也兼有定径作用。其变形理论与定径机类同。
5.2.8.5 速度计算连轧速度计算
1 计算延伸率
μi=Ai-1/Ai
式中:Ai—i机架轧后截面积
Ai-1—i机架轧前截面积
2 厚壁无缝钢管速度计算
Vi=Vi-1·μi
式中:Vi—i机架厚壁无缝钢管速度
Vi-1—i-1机架厚壁无缝钢管速度
μi—i架延伸系数
3 工作直径计算
Dwn=DN-β·d
式中:Dwn---轧辊工作直径
DN---轧辊名义直径
β---经验系数,一般0.8~1.0。
d---荒管名义出口直径
4 轧辊转速计算:
按照

式中:ni为轧辊转速,单位转/分。
5 电机转速计算

式中:i---传动比
ni--轧辊转速,单位转/分
本套连轧机各机架传动比为:
机架号 VRS 1#机架 2#机架 3#机架 4#机架 5#机架
传动比 10.00 13.00 8.50 6.50 4.40 4.40
5.2.8.6 芯棒速度制度1 限动芯棒连轧管的运动学特点
带长芯棒的连轧管过程可看成是不同辊径的差速轧制过程。芯棒看成是半径无穷大的轧辊,当芯棒参与连轧系统工作时,芯棒相当于速度按某一特定的主动轧辊参与变形,形成在变形区内的差速轧制。
限动芯棒连轧管时,芯棒速度Vm是恒定的,而且芯棒速度小于等于第一机架的轧辊圆周线速度。为此,对芯棒而言所有的机架均是导前机架,芯棒对金属的摩擦力的方向是与轧制方向相反的。此时,各机架的轧件出口速度是恒定的。
Vix=(Vif+Vmfm)/(f+fm)
式中:Vix---第i机架的轧件出口速度
f-----轧辊与管子的摩擦系数
Vm---芯棒限动速度
fm----芯棒与管子的摩擦系数
Vi----第i机架的轧辊平均圆周速度
这样,按照秒流量相等的原则,调节好各机架的轧辊速度,就可以保持轧制过程的稳定性。由于限动芯棒连轧管中,芯棒速度小于第一机架的轧件速度,因而它是一种稳定的差速轧制状态。使轧制力降低,促进金属在孔型中的纵向延伸,并且可采用圆孔型轧制,提高成品管的尺寸精度。
2 限动连轧管的芯棒速度
限动芯棒连轧管轧制过程中,芯棒的速度是恒定的,其速度是由限动装置来控制的。
芯棒速度对轧制过程的影响主要有三个方面:
1) 影响轧制过程的差速轧制过程。
芯棒速度越低,与轧件速差越大,则差速的效果越明显,可减低轧制力,减少宽展,促进延伸,并有利于提高轧后厚壁无缝钢管尺寸精度。为使全部机架均为差速轧制,芯棒速度应低于第一机架变形区中轧件的平均速度。
2) 影响芯棒的长度
芯棒全长分为两部分:工作段和延长杆。
可以看出,芯棒速度越快,则轧制同一长度的管子所需的工作段长度越长。
3) 影响芯棒寿命
芯棒速度过低,相对速度过大,摩擦热大,会导致芯棒磨损快。
但芯棒速度过快,会使芯棒某些截面受轧制力作用次数增加,也会降低寿命。此套连轧管机组芯棒的最大限动速度为1.35m/s,下图为芯棒速度示意图。
免责声明:本网站(山东聊城晟杰无缝钢管厂www.qlsteels.com)刊载的“5.2 PQF连轧机组(Premium Quality Finishing)”等均源于网络,版权归原作者所有,且仅代表原作者观点,本文所载信息仅供参考。转载仅为学习与交流之目的,如无意中侵犯您的合法权益,请及时联系删除。本网站刊登此篇文章并不意味着本站赞同其观点或证实其内容的真实性,我们不对其科学性、严肃性等作任何形式的保证。如果侵犯了您的版权,请尽快联系我们予以撤销,谢谢合作!
请查看相关产品 厚壁钢管,厚壁无缝钢管,厚壁管,无缝钢管厂,无缝钢管厂家
 销售一部:0635-8876028 13310627581 李经理销售二部:0635-8791921 13306359644 任经理销售三部:0635-8791912 15653133503 张经理
销售一部:0635-8876028 13310627581 李经理销售二部:0635-8791921 13306359644 任经理销售三部:0635-8791912 15653133503 张经理 传 真:0635-8878086
传 真:0635-8878086 山东省聊城市国家级经济技术开发区景阳岗路东段路北
山东省聊城市国家级经济技术开发区景阳岗路东段路北



