
图4-6显示管坯的受力情况,图中显示F为轧辊方向(平面)的力,为压应力,在接触点的位置显示为最大。中心部位(导盘方向)显示为拉应力,理论上在导盘的中心部位受力为最大。因为管坯的不断旋转,同一部位的受力情况不断变化,导致中心部位的金属受到交变应力的作用,中心产生疏松,形成孔腔。
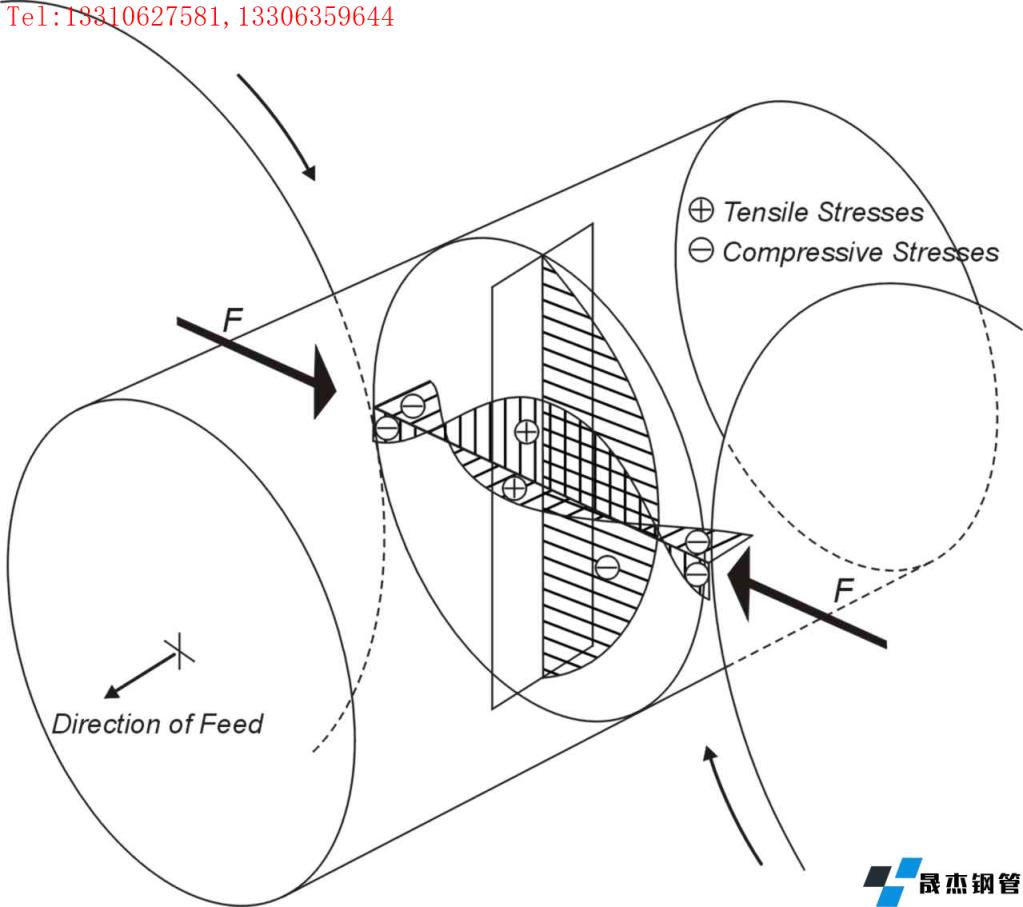
图5 金属受理分析图
4.5.2 金属变形
斜轧穿孔过程中存在着两种变形,即基本变形(或宏观变形)和附加变形(称不均匀变形)基本变形是指外观形状的变化,这种变形是可以直观的,如由实心圆管坯变成空心的毛
纵向(延伸)应变增量:
切向(圆周)应变增量:

附加变形包括有扭转变形,纵向剪切变形等,附加变形是由于金属各部分的变形不均匀产生的,附加变形会带来一系列的后果,如造成变形能量增加,以及由于附加变形所引起的附加应力,容易导致毛管内外表面上和内部产生缺陷等。
纵向剪切变形主要是由于顶头的轴向阻力所造成的,一方面轧辊带动管材轴向流动,而顶头要阻止金属轴向流动,最终导致各金属轴向流动有差异,可是各层金属又是互相联系的,是一个整体,所以在各层金属间必然产生附加变形和附加应力,特别是和轧辊、顶头直接接触的表面层金属,由图中可看出,附加变形更大些,因此毛管内外表面很容易出现缺陷或者使管坯表面原有的缺陷发展扩大。
切向剪变形往往是造成毛管内外表面产生缺陷原因之一(如裂纹、折迭、离层等缺陷)。
免责声明:本网站(山东聊城晟杰无缝钢管厂www.qlsteels.com)刊载的“4.5 斜轧穿孔时的金属变形 (厚壁钢管)”等均源于网络,版权归原作者所有,且仅代表原作者观点,本文所载信息仅供参考。转载仅为学习与交流之目的,如无意中侵犯您的合法权益,请及时联系删除。本网站刊登此篇文章并不意味着本站赞同其观点或证实其内容的真实性,我们不对其科学性、严肃性等作任何形式的保证。如果侵犯了您的版权,请尽快联系我们予以撤销,谢谢合作!
请查看相关产品 厚壁钢管,厚壁无缝钢管,厚壁管,无缝钢管厂,无缝钢管厂家
 销售一部:0635-8876028 13310627581 李经理销售二部:0635-8791921 13306359644 任经理销售三部:0635-8791912 15653133503 张经理
销售一部:0635-8876028 13310627581 李经理销售二部:0635-8791921 13306359644 任经理销售三部:0635-8791912 15653133503 张经理 传 真:0635-8878086
传 真:0635-8878086 山东省聊城市国家级经济技术开发区景阳岗路东段路北
山东省聊城市国家级经济技术开发区景阳岗路东段路北



